产品介绍
前端展示层:基于Vue.js+Element UI构建响应式用户界面,适配PC、PAD及大屏设备。
后端服务层:采用Java EE平台与Spring Cloud微服务架构,服务模块解耦,独立扩展性强。
数据持久层:选用高性能关系型数据库如Oracle或MySQL,支撑海量业务数据存储与复杂查询。
集成与安全:提供RESTful API与ESB企业服务总线,易于同MES、WMS、PLM等外部系统集成;通过角色权限控制、数据加密传输及操作日志审计保障信息安全。
部署模式:支持云端SaaS部署与本地化私有部署,满足不同企业的IT策略与合规要求。

工厂ERP管理系统:架构、功能与技术实现
1 系统概述与多厂区管理架构
工厂ERP管理系统是专为制造企业设计的集成化运营管理平台,旨在实现生产、供应链、财务和销售的全流程数字化管理。系统采用“总部-分厂”多层架构设计,支持集团统一管控与各分厂独立运营相结合的模式,既确保集团层面资源协调和财务监控,又保留各生产单元在计划执行、物料调度和车间管理方面的灵活性。该架构有效解决了多基地协同、数据一致性和实时决策的难题。
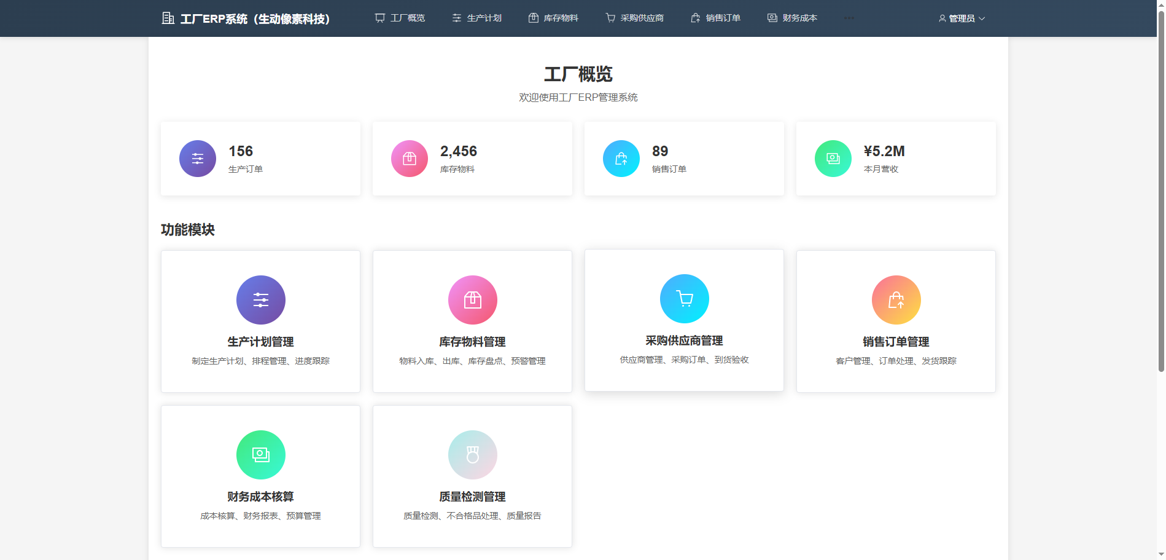
工厂ERP管理系统覆盖生产计划、物料管理、采购供应、质量控制、销售订单和财务核算等核心业务,并融入精益生产与成本控制理念,支持企业规模化、标准化发展。系统提供实时全局仪表盘,集中展示各类关键指标,如库存物料数量、订单完成进度、质量合格率及集团营业收入等。
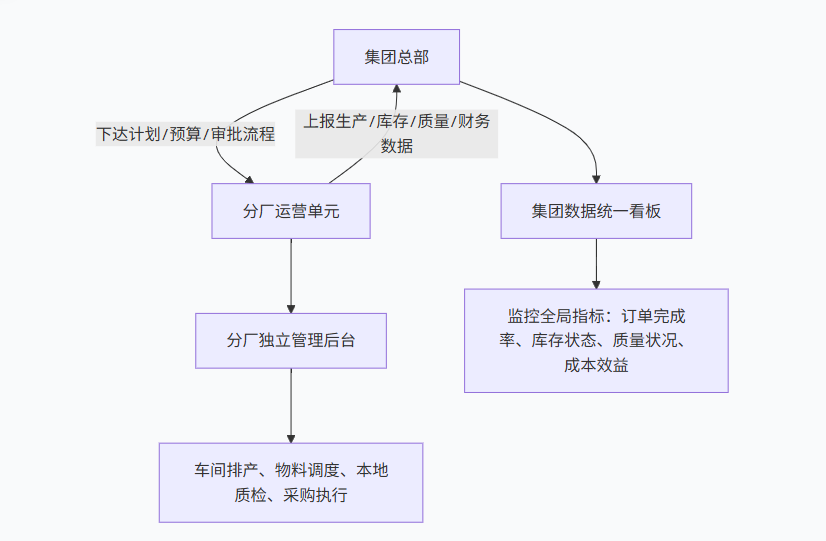
该系统通过总部层面实现策略制定、资源分配与绩效评估,在分厂层面支持柔性生产与实时调度,数据双向实时同步,满足集团化企业的多元化管理需求。
2 核心功能模块
工厂ERP管理系统构建了高度集成、功能明晰的六大核心模块,全面支撑制造企业从接单到交付的端到流程。以下流程图展示了各模块间的协同关系:
2.1 生产计划管理模块
该模块是系统的指挥中枢,负责主生产计划(MPS)的制定、排程与进度跟踪。系统支持基于销售预测和订单需求进行产能均衡、物料需求规划(MRP),并动态监控生产现场进度,实现计划与执行的无缝衔接,显著提升设备利用率和订单准时交付率。
2.2 财务成本核算模块
集成企业所有业务活动产生的财务数据,实现成本自动归集、核算与分析。支持标准成本、实际成本等多种核算方式,生成利润表、资产负债表等法定报表,同时提供成本中心预算管理与费用控制,帮助企业精准降本、提升盈利水平。
2.3 库存物料管理模块
实现对原材料、半成品、成品全类别物料的精细化管控。支持多仓库、多库位管理,涵盖入库、出库、调拨、盘点、预留等全作业流程,提供实时库存状态与动态预警,有效优化库存水平,减少资金占用。
2.4 质量检测管理模块
贯穿采购、生产、出货全过程的质量管理体系。支持自定义质检标准与方案,记录来料、制程、成品的不合格品信息及处理措施(退货、返工、报废),并生成质量统计分析报告,推动质量持续改进。
2.5 采购供应商管理模块
实现对供应商全生命周期管理,包括资质审核、绩效评估和分级管理。集成采购申请、订单下达、到货验收、入库及发票处理全过程,强化采购协同,确保供应商交付质量与效率,优化外部供应链。
2.6 销售订单管理模块
以客户为中心,管理从商机、报价、合同到订单的全销售流程。支持订单审核、信用管控、发货安排及物流跟踪,自动生成应收账款,帮助企业提升客户满意度与回款效率。
3 系统技术架构与实现
工厂ERP管理系统采用成熟稳定的企业级技术架构,确保系统的高性能、高可靠性与高安全性。
4 典型应用流程与场景
4.1 销售订单驱动的生产与发货流程
系统以销售订单为起点,自动触发生产计划排程、物料需求计算、采购建议生成等一系列活动。生产订单下达后,车间按计划领料、报工,质检环节介入,合格品入库后,系统自动关联销售订单生成发货单,驱动物流发货并确认收入,形成业务闭环。
4.2 集团统一采购与分厂协同供应流程
集团总部可整合各分厂采购需求,进行集中招标、谈判与供应商选定,发挥规模优势。采购订单生成后,供应商发货至指定分厂,分厂进行收货、质检与入库。财务上可实现集团统一结算或分厂独立核算,极大提升供应链协同效率与议价能力。
5 总结与展望
工厂ERP管理系统通过整合企业内部价值链,打通信息孤岛,实现了生产精细化、成本透明化、管理协同化,是制造企业提升核心竞争力的数字运营中枢。其灵活的“总部-分厂”架构尤其适用于集团化、多制造基地的运营模式,在标准管控与差异经营之间找到最佳平衡。
未来,系统将进一步与物联网(IoT)技术深度融合,实时采集设备数据,构建数字孪生车间;深化人工智能应用,在排产优化、质量预测、设备预警等场景中实现智能决策;并拓展产业生态连接,构建协同制造平台,最终助力企业迈向智能工厂与工业4.0的新阶段。
